| ��Ʒ���ܣ�
CAJ3��Ч��Ӳ����ƹ���
һ���ص�
1����������Ч�ʸߣ��ɴ�25%������ͼ1��
2����ʹ�õ����ܶȸߴ�50-90����/ƽ������
3�������ٶȿ죬��һ����ͨ��Ƹ���2-3����ͼ2��
4��CAJ3����ʹ���л����Ӽ��������ȶ�
5���������͵�������ʴ
6���Ʋ����Ӳ�ȿɴ�HV900-1200���Ʋ���ĥ�Ը�
7���Ʋ���������ɴ�500-1000��/����
8����������ʴ������ʹ����������
9���Ʋ��Ⱦ��ȣ��ߵ�������������
10���Ʋ����ƽ�����ᾧϸ�¹���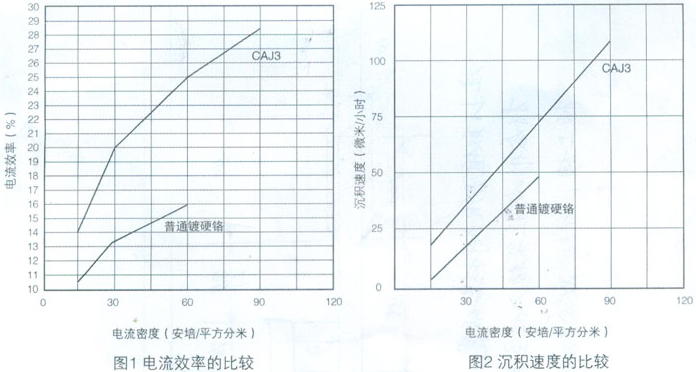
����CAJ3���ն�Һ���
|
�ɷֺ���������
|
һ�����
|
������
|
|
��Χ
|
��
|
��Χ
|
��
|
|
���ᣨ��/����
|
210-280
|
250
|
165-190
|
180
|
|
���ᣨ��/����
|
2.4-3.5
|
2.7
|
1.8-2.1
|
2.0
|
|
�¶�
|
55-60
|
57
|
55-60
|
57
|
|
���������ܶ�
������/ƽ�����ף�
|
30-75
|
60
|
30-75
|
60
|
|
���������ܶ�
������/ƽ�����ף�
|
15-35
|
30
|
15-35
|
30
|
������Һ����
|
�Ƽ�
|
����Ũ��
|
100����Һ
|
|
һ�����
|
210-250��/��
|
2��CAJ3
|
|
������
|
165-190��/��
|
1.45CAJ3
|
1�� ��ϴ����
2�� ע��һ�����ȥ����ˮ
3�� �����������ĸ���
4�� ������������CAJ3
5�� ����ȥ����ˮ���������涨Һ��
6�� ������55-60��
7�� ��������Ũ�ȣ��������涨���շ�Χ
8�� ���4-6Сʱ
9�� �������˵ĸ������Ƽ�
10���Զ�
�ġ������ٶ�
|
���������ܶȣ�����/ƽ�����ף�
|
�����ٶȣ���/Сʱ��
|
|
30
|
20-30
|
|
45
|
40-50
|
|
60
|
50-70
|
|
75
|
70-90
|
ע�������ٶȻ����¶Ƚ��Ͷ�����������������Χ���խ��
�塢�豸
�Ʋۣ��������ڳ���PVC��ʹ���Ѳۣ��۱�Ӧ���㹻�������ij����豸��
������Ǧ���Ͻ𣨺������R7%���������Ͽɲ���
��������Ӧ�ṩ�㹻�������������ѹ�ɴ�9-16����Ϊ���ˣ��������֮������Ӧ��5%���¡�
�¶ȿ��ƣ��Ʋ�Ӧ���㹻�ļ��ȼ���ȴ�豸���Ƚ���������ȴ�ܽ�������ѹܻ���������ķ���ϩ���������ɲ��ù��˱�ѭ����Һ��ʹ�¶Ⱦ��ȷֲ���ѭ�����DZõIJ����˲��ò���ֻ��ʵ����������ϣ���Һ�¶�������Զ������ǵ��ڡ�
����ת�׳���
��һ�㴫ͳ��Ӳ����ҺתΪCAJ3���ռ�������˾����ȷ�������ʣ����۸�ӽ������ʣ�����7.5��/����ͬʱ���������T��ֱ�Ӽ��룬CAJ3Ӳ������֮ǰ������һ�㴫ͳ�Ƹ���ͬ�����辭�������������
�ߡ����Ӽ��IJ��估ά��
CAJ3Ӳ�����Ӽ��IJ��䣬����������1000����/Сʱ��3-5�������ӡ�
|